





|



| 品牌 | 基础创新塑料/沙伯 |
| 货号 | NX11302 |
| 用途 | LDS天线料 |
| 牌号 | NX11302 |
| 型号 | NX11302 |
| 品名 | * |
| 外形尺寸 | 25KG |
| 厂家 | 基础创新塑料/沙伯 |
| 是否进口 | 是 |
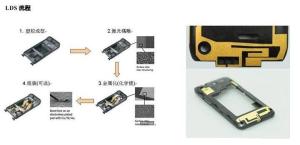
立体电路镭雕*/*手机用料NX11302
焦点在X-Y平面内变化(图中未体现),这样实现激光焦点在三维空间运动,从而实现激光三维加工。
This is a */* compound with colorable, good plating, surface and mechanical performance, a good candidate for Laser Direct Structuring applications
LNP™ THERMOCOMP™ NX11302 compound 物性表
基本信息 | |
黄卡编号 | · E207780-100974177 |
特性 | · 可电镀 · 良好的着色性 · 优良外观 |
加工方法 | · 注射成型 |
物理性能 | 额定值 | 单位制 | 测试方法 |
密度 | 1.22 | g/cm3 | ASTM D792 |
溶化体积流率(MVR) (260°C/5.0 kg) | 14.0 | cm3/10min | ISO 1133 |
收缩率 | ASTM D955 | ||
流动 : 24小时 | 0.60 | % | ASTM D955 |
横向流动 : 24小时 | 0.60 | % | ASTM D955 |
吸水率 | ASTM D570 | ||
24 hr | 0.010 | % | ASTM D570 |
24 hr, 50% RH | 0.010 | % | ASTM D570 |
机械性能 | 额定值 | 单位制 | 测试方法 |
拉伸模量 1 | 2350 | MPa | ASTM D638 |
抗张强度 2 | ASTM D638 | ||
屈服 | 47.0 | MPa | ASTM D638 |
断裂 | 46.0 | MPa | ASTM D638 |
伸长率 3 | ASTM D638 | ||
屈服 | 4.6 | % | ASTM D638 |
断裂 | 75 | % | ASTM D638 |
弯曲模量 4(50.0 mm 跨距) | 2230 | MPa | ASTM D790 |
弯曲强度 5 | ASTM D790 | ||
屈服, 50.0 mm 跨距 | 79.0 | MPa | ASTM D790 |
断裂, 50.0 mm 跨距 | 78.0 | MPa | ASTM D790 |
冲击性能 | 额定值 | 单位制 | 测试方法 |
悬壁梁缺口冲击强度 (23°C) | 550 | J/m | ASTM D256 |
热性能 | 额定值 | 单位制 | 测试方法 |
载荷下热变形温度 (1.8 MPa, 未退火, 3.20 mm) | 106 | °C | ASTM D648 |
线形热膨胀系数 | ASTM E831 | ||
流动 : -40 到 40°C | 7.1E-5 | cm/cm/°C | ASTM E831 |
横向 : -40 到 40°C | 7.6E-5 | cm/cm/°C | ASTM E831 |
电气性能 | 额定值 | 测试方法 | |
相对电容率 (1.00 GHz) | 2.94 | IEC 60250 | |
耗散因数 (1.00 GHz) | 5.7E-3 | IEC 60250 |
注射 | 额定值 | 单位制 | |
干燥温度 | 85.0 到 96.1 | °C | |
干燥时间 | 2.0 到 4.0 | hr | |
干燥时间,* | 8.0 | hr | |
建议的*水分含量 | 0.010 | % | |
建议注射量 | 50 到 70 | % | |
料筒后部温度 | 199 到 249 | °C | |
料筒中部温度 | 216 到 254 | °C | |
料筒前部温度 | 216 到 254 | °C | |
射嘴温度 | 218 到 260 | °C | |
加工(熔体)温度 | 218 到 260 | °C | |
模具温度 | 37.8 到 76.7 | °C | |
背压 | 0.517 到 0.862 | MPa | |
螺杆转速 | 50 到 100 | rpm | |
排气孔深度 | 0.038 到 0.051 | mm |
二、关键技术
LDS激光活化设备的关键技术和参数在如下3个方面:
1. 激光变焦系统的响应速度和变焦范围
速度越快则效率越高,一般来说采用45度的斜面进行往复填充测试其变焦的响应速度,目前国外设备的典型*速度为4m/s,变焦范围也是影响加工效率的一个至关重要的参数,变焦范围越大那么可一次性活化的范围也越大,生产效率也越高,如果变焦范围无法达到工件的活化范围,那么在加工过程中就要上下移动机械工作台,这将大幅降低生产效率,目前国外设备的典型值是±12mm左右。
2. 调试对位手段
每一种新的产品在正式生产前都要进行调试和对位,对位功能的好坏将直接影响产品生产转换的周期,并且将对产品的成品率产生极大的影响,快速的对位工具与手段将是快速多样化批量生产的保证。
3. 控制软件
整个设备中最关键的部分就是控制软件,负责处理和转换原始的生产数据,软件必须要能方便的处理三维数据、自动计算符合三维曲面激光加工的三维轨迹、可与流行的三维设计软件进行数据交换、集成方便的调试和对位工具、精准的协调控制各个控制部件协调运作。
立体电路镭雕*/*手机用料NX11302





